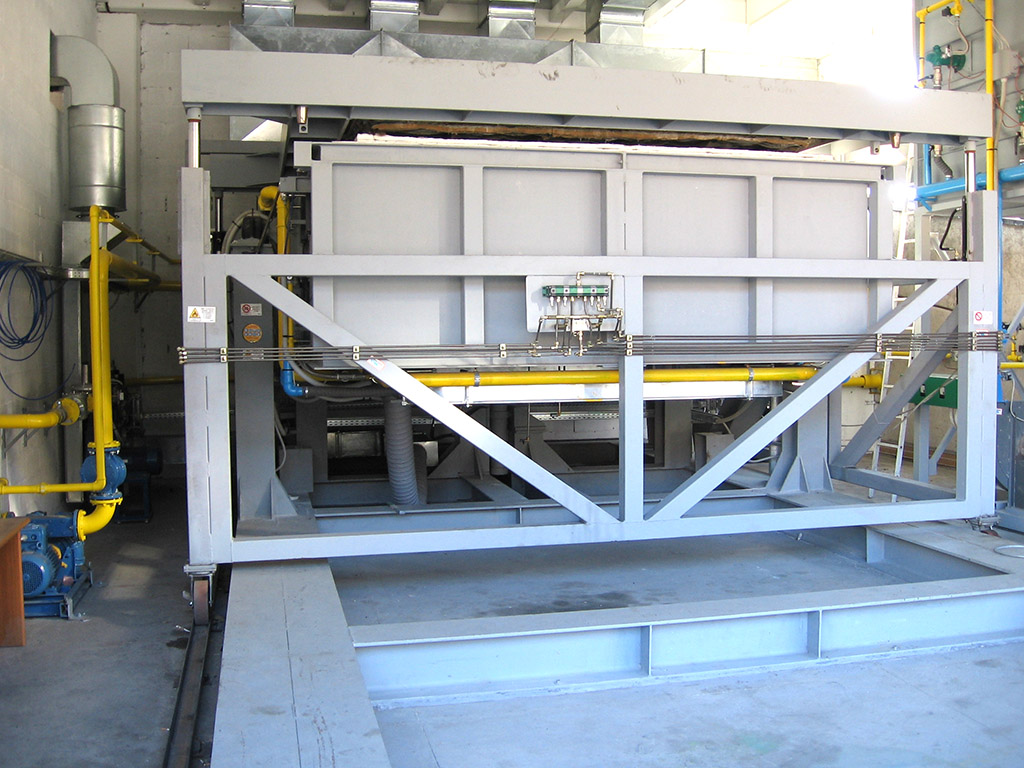
INTERMITTENT KILNS
Electric or gas powered SKK intermittent kilns
are designed and manufactured based on the type of production to combine high productivity, lower energy consumption, loading flexibility and quality of the final product.
The kilns are built in modular structures to facilitate:
– transport in containers and on land vehicles
– assembly on site with installation time optimisation
The kilns can be equipped on request with:
– direct and indirect heat recovery units for use in the kiln
– indirect heat recovery units towards other uses in the factory
– remote control
– Industry 4.0 ready

Keos specializes in the design and construction of kilns for:

Tableware
Sanitary wares articles
Refractories
Technical Ceramics
Abrasives
Artistic Ceramics
Laboratory
Firing tests


































Details
Kiln structure
Construction with gap limits the formation of condensation and anomalous heating of the load-bearing structure thanks to the flow of air through the structure
The position of the burners on the side walls facilitates access to the regulation devices in addition to optimising circulation of the firing chamber combustion smoke.
The hinged door offering complete access to the loading section features a closing handwheel and in turn has a gap to limit the formation of condensation and heating of the structure.
Thermal insulation
The thermal insulation is designed to guarantee maximum reduction in consumption and the Customer’s production needs.
– High density insulation
– Insulation with refractory and ceramic fibre plates
– Ceramic fibre insulation
Combustion and cooling plant
The innovations made through the latest updates have further increased the energy efficiency of the system by reducing the CO emissions.
PID type modulating regulation of the delivered power maintains the temperature gradients even at initial cycle stages.
The air-gas ratio is kept constant.
The air-gas ratio can vary based on production needs.
High speed burners, positioned on the side walls, guarantee uniform temperature and reduced stratification.
The metal cast body, the air diffuser and the stainless steel gas nozzle guarantee the burner against thermal overloads and eliminate the pollution of the materials being fired.
Perfect regulation of the burners is checked through the air and gas pressure intakes.
During the cooling stages, the burners are used as air injectors.
Also in this stage, the air flow rate is controlled through PID regulation.
Combustion smoke
The combustion smoke discharge is controlled by an automatically-actuated damper.
A pressure transducer displays and controls kiln pressure.
Control system
A PLC with an interface panel stores the various firing cycles, each made up of multiple segments.
Temperature values, pressure values, operating statuses (pre heat, firing, cooling, etc.) can be set in each segment.
The management software features a “wait” stage.
If there is no power, the software has a “realignment” function.
With this function the cycle is resumed from the temperature that the kiln will be at when the power comes back on.
The function can be set in the cycle and as an alternative to the “stop” or “restart” functions.
During the firing cycle the process values, the set values, the gas and air valve opening percentages and the cycle times are shown.
In case of alarm, an audible-luminous signal is activated. The type of anomaly is described in a page dedicated to alarms.
During the cycle, it is possible to graphically view the set and process temperature curve.
All of the firing curves and the alarms are filed in CSV format and are exportable to Excel file.
La progettazione delle macchine viene eseguita totalmente all’interno della nostra azienda. Tutta la fase della realizzazione è seguita, grazie alla collaborazione di tecnici e fornitori selezionati, dal nostro ufficio tecnico.
Infine curiamo ed eseguiamo l’installazione e il collaudo finale della macchina presso il cliente.
|
Production |
Firing type |
|
– Tableware |
|
|
– Sanitary ware |
First firing |
|
– Refractory materials |
Second firing |
|
– Technical ceramics |
Re-firing |
|
– Ceramic abrasives |
Third firing decoration |
|
– Artistic ceramics |
Reducing agent |
|
– Laboratory |
Controlled atmosphere |
|
– Firing tests |
|
|
effective load dimensions temperature loading surface |
|
0.125 m3 / 50 m3 600°C / 1,600°C single-level/multi-level |